After the impeller is cropped,next it is balanced before it is sent to the assembly department(fixing of casing and motors).
Only 255mm and 350mm impeller requires balancing at this point of operations.

Static Balancer which compromise of two parallel shafts which are fixed to the bearings.The impeller is fixed with the shaft and placed on the balancer.
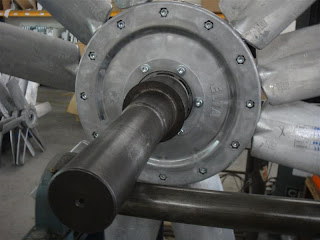
The impeller is pushed and forced to rotate on the shafts.If the impeller rotates on one direction and stops after a while,this indicates that the impeller is already balanced.

If the impeller does rotate back after a while,this shows that the impeller is unbalanced.
So,further observation have to be done to find where the weight varies on the impeller which causes it to be unbalanced.
After the correction point/s are found,trial weights are placed on that particular points and the rotation of the impeller is observed carefully.
If the impeller does not rotate back after the trial weights are added,this indicates that the impeller is balanced if not,the steps above have to repeated until the impeller is balanced.
.JPG)
.JPG)
.JPG)
.JPG)
.JPG)
.JPG)
.JPG)
.JPG)
.JPG)
.JPG)
.JPG)
.JPG)
.JPG)
.JPG)
.JPG)











































